

Gear shaving makes possible variation of the interaxial distances in gear transmission, which provides a solution for a number of important design problems. For example, gearboxes, planetary drives, and other mechanisms may contain transmission elements between two shafts, in which the same gear may mesh with others having different numbers of teeth; in addition, nonstandard gears may be replaced by standard gears during repair.

CNC Turning
Turning can be done manually, in a traditional form of lathe, which frequently requires continuous supervision by the operator, or by using an automated lathe which does not. Today the most common type of such automation is computer numerical control, better known as CNC. (CNC is also commonly used with many other types of machining besides turning.)
VMC Section
The original class of machine tools for milling was the milling machine. After the advent of computer numerical control (CNC), milling machines evolved into machining centers (milling machines with automatic tool changers, tool magazines or carousels, CNC control, coolant systems, and enclosures), generally classified as vertical machining centers (VMCs) and horizontal machining centers (HMCs). The integration of milling into turning environments and of turning into milling environments, begun with live tooling for lathes and the occasional use of mills for turning operations, led to a new class of machine tools, multitasking machines (MTMs), which are purpose-built to provide for a default machining strategy of using any combination of milling and turning within the same work envelope.


Broaching
Broaches are shaped similar to a saw, except the height of the teeth increases over the length of the tool. Moreover, the broach contains three distinct sections: one for roughing, another for semi-finishing, and the final one for finishing. Broaching is an unusual machining process because it has the feed built into the tool. The profile of the machined surface is always the inverse of the profile of the broach.
Broaching is used when precision machining is required, especially for odd shapes. Commonly machined surfaces include circular and non-circular holes, splines, keyways, and flat surfaces. Typical workpieces include small to medium sized castings, forgings, screw machine parts, and stampings. Even though broaches can be expensive, broaching is usually favored over other processes when used for high-quantity production runs.
Gear Hobbing
Hobbing is a machining process for gear cutting, cutting splines, and cutting sprockets on a hobbing machine, which is a special type of milling machine. The teeth or splines are progressively cut into the workpiece by a series of cuts made by a cutting tool called a hob. Compared to other gear forming processes it is relatively inexpensive but still quite accurate, thus it is used for a broad range of parts and quantities.

Gear Shaper
A gear shaper is a machine tool for cutting the teeth of internal or external gears. The name shaper relates to the fact that the cutter engages the part on the forward stroke and pulls away from the part on the return stroke, just like the clapper box on a planer shaper.
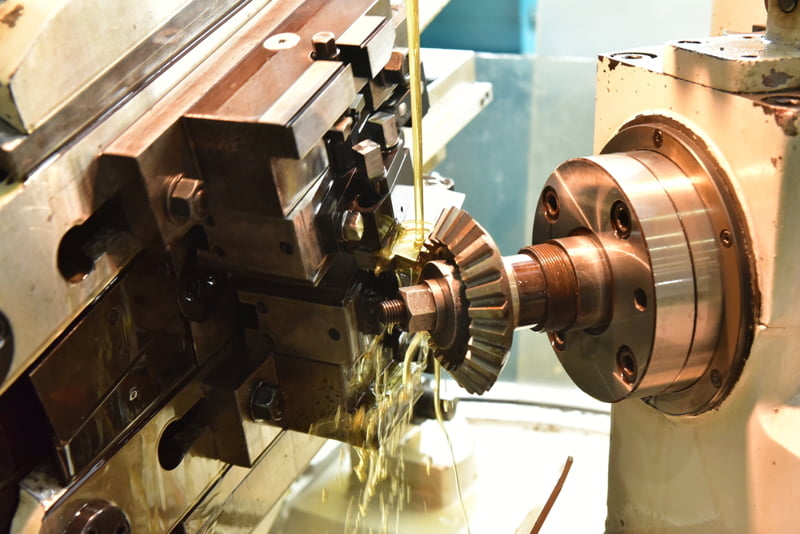
Gear Shaving


Grinding Section
Grinding practice is a large and diverse area of manufacturing and toolmaking. It can produce very fine finishes and very accurate dimensions; yet in mass production contexts it can also rough out large volumes of metal quite rapidly. It is usually better suited to the machining of very hard materials than is “regular” machining (that is, cutting larger chips with cutting tools such as tool bits or milling cutters), and until recent decades it was the only practical way to machine such materials as hardened steels.

Reach out to Satyam Gears
How can we
help your business?
Contact
1
Step 1
